
















 37 / 60
37 / 60

tung Turbine führen wird) auf einem
HGDT-Dreipunktgreifer. Anschließend
schieben DNC-Normzylinder den Greifer
mit der Krümmer-/Turbinengehäuse-Kom-
bination zur exakten Positionierung ge-
gen einen Anschlag. Dann wird alles wie-
der in den rückwärtigen Bereich getaktet,
verpresst und mit einer V-Band-Schelle
verschraubt.
Das Verpressen übernimmt – wie schon in
Station 1 – ein ESBF-Elektrozylinder mit
Kraftregelung. Ist das geschehen, positio-
nieren ADN-Normzylinder die V-Band-
Schelle, deren Mutter von einem DHPS-
Parallelgreifer gehalten wird. Nun führen
DFM-Zylinder noch zwei Rüttler zu, die für
einen exakten Sitz der Schelle beim Ver-
schrauben sorgen. Die zuverlässige An-
steuerung der Pneumatik auf der Station
übernimmt eine CPX-MPA-Ventilinselkom-
bination.
Elektrostellermontage
In Station 4, der letzten Zelle der Anlage,
wird die Montage des in Station 2 ange-
brachten Elektrostellers finalisiert. Auch
hier bringt ein Rundtakttisch die Baugrup-
pe in den vorderen Arbeitsbereich. Dann
wird von oben eine Montagehilfe auf den
am Turbo befindlichen E-Steller gesetzt,
damit ein Aktuatorenhebel und ein Winkel
vom Werker exakt angebracht werden
können. Nach einer optischen Kontrolle
werden die zuvor angebrachten Muttern
mittels einer zweiten Mutter mit einem
Drehmomentschrauber gekontert.
CLR-Schwenkspanner halten den Turbola-
der während der gesamten Bearbeitung in
Position. Die Zustellung der Montagemas-
ke übernehmen zwei DSBC-Normzylinder.
Das Zentrieren und Halten der Mutter
bzw. Kontermutter übernehmen ein HGPT-
Parallelgreifer und ein DFM-Führungszy-
linder. Sind die Hebel und Winkel an der
Baugruppe angeschraubt, kontrolliert
eine Industriekamera von Festo das Vor-
handensein und die Lagerichtigkeit der
gerade angebrachten Teile.
Albin Jelen,
Geschäftsführer von
J&M Maschinenbau.
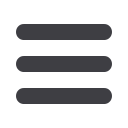
Turbo in Station 3, der Turbinengehäusemontage:
Ein HGDT-Dreipunktgreifer hält den Ansaugkrümmer während
mehrere Normzylinder angesteuert von einer CPX-MPA-Ventil
inselkombination verschiedene Bewegungsabläufe übernehmen.
Bilder: Martina Draper
3.2015
trends in automation
Synergien
36
–
37